

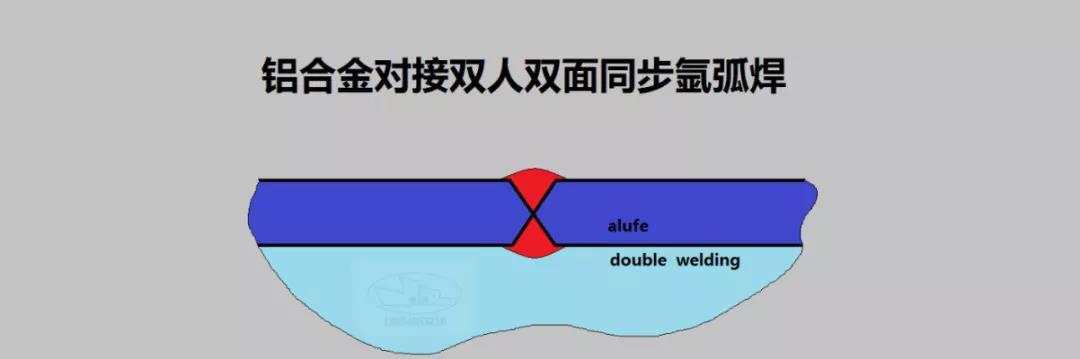
鋁合金因其特殊的性能,現在在很多行業得到了應用,尤其是鐵路機車以及化工行業,由于鋁合金焊接對于焊縫的保護以及氣孔的敏感性很高,所以對于氬氣的保護要求很高,而厚鋁板雙面坡口對接的時候,對于坡口的保護要求很高,采用單面焊接的時候保護不到位容易出現氣孔,因此通過研究研究和開發提出了雙人雙面焊接的方式。
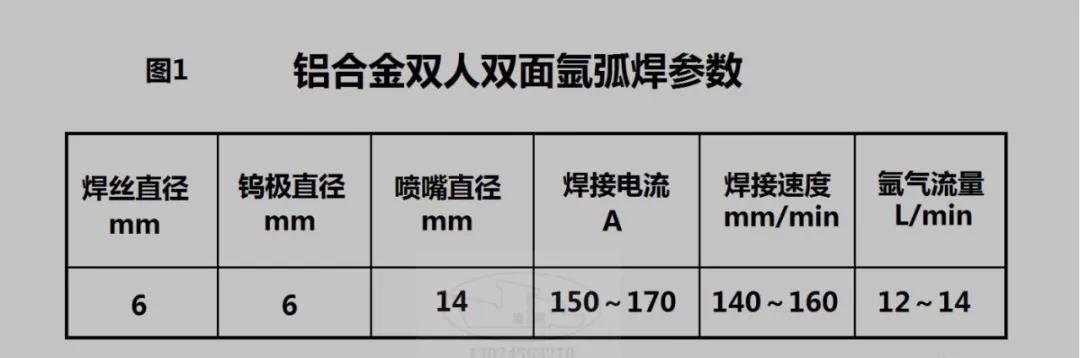
現有一厚度為12mm的鋁合金(LF2)分餾塔設備要焊接,通過分析為了減小焊接過程中變形的產生以及其他缺陷的產生,現在采用雙人雙面氬弧焊接工藝,進行焊接,需要保證焊接的兩人必須同步,能夠減少焊接變形的產生。具體焊接參數見圖1。
1.清理:首先用丙酮等易揮發的清洗劑對焊口位置及附近50mm范圍進行擦洗,去除油污和油漆等臟物,然后用清水沖洗干凈。
2.用不銹鋼鋼絲刷或者鋼絲輪以及刮刀等工具將表面的氧化膜去除,需要注意的是這里是禁止采用砂輪打磨的,防止鋁合金夾有砂輪的砂。
3.清理結束后焊件需要在4小時以內進行施焊,超過時間的需要重新清理,同時操作環境應該滿足:相對濕度小于等于80%,環境溫度高于5℃。
1.定位及組對
焊件組對室,應嚴格按照要求設置組對間隙,并且錯邊量小于1mm。
2.焊前預熱
焊前預熱100~200℃,可用氣焊槍或氣割槍進行加熱,宜用中性焰或微碳化焰,而且盡好氧化可能從兩側加熱,以減少氧化,預熱后用不銹鋼絲刷清除污物。
3.焊接
3.1 點焊
采用交流氬弧焊機,焊接參數應該一致,點焊固定,由兩個人在相對的位置同時施焊,加裝引弧熄弧板,將起弧與收弧處在引弧與熄弧板上完成,避免出現缺陷。
3.2正常焊接
由于焊接過程中存在組對間隙,如果采用單面焊接的時候容易出現背面保護不到位的情況。
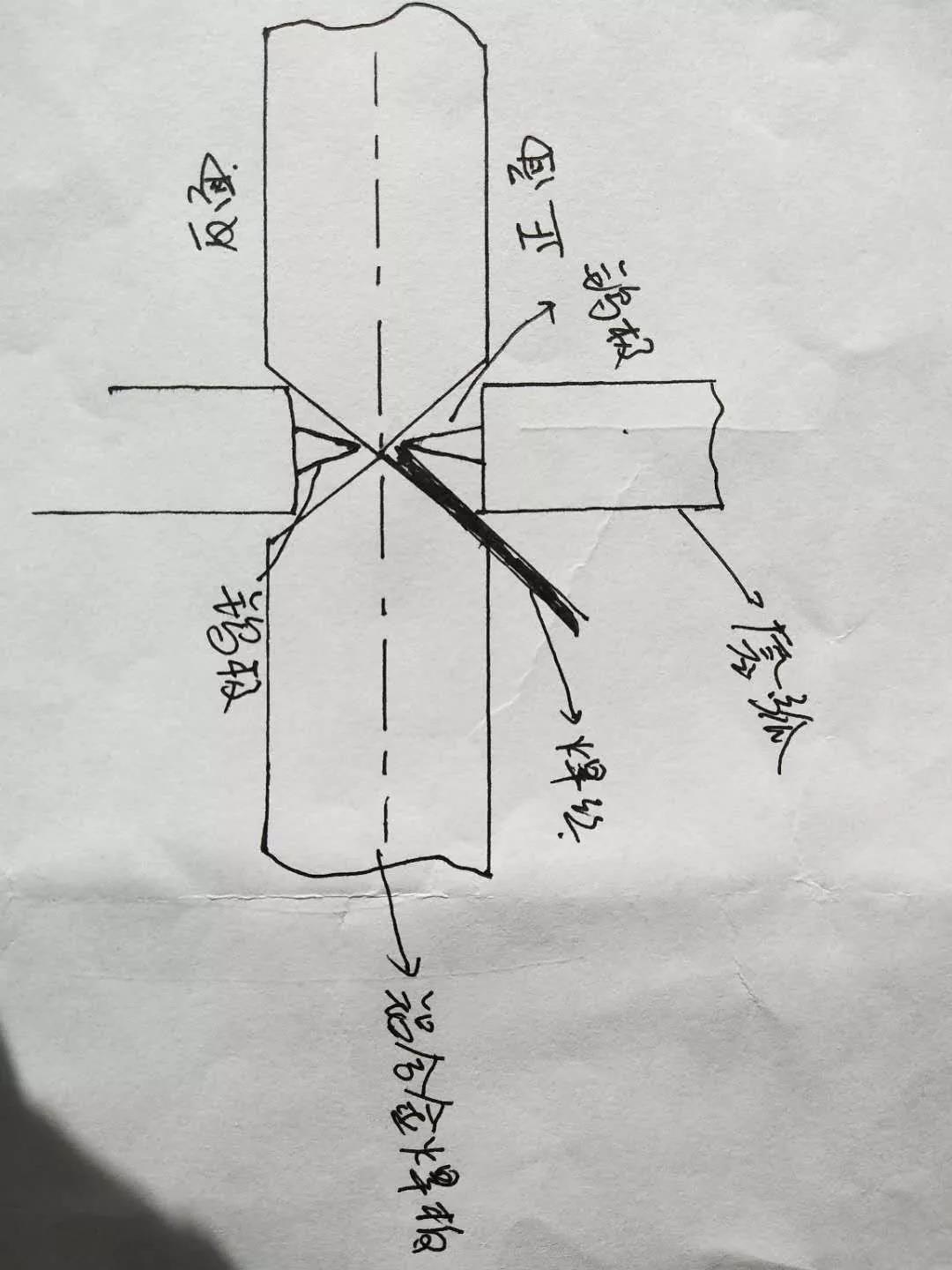
1)兩名焊工在接縫同一部位正反面(如上圖所示),沿同一方向用相同的焊接速度施焊;必須在引弧板上進行引弧熄弧,禁止在焊件或者非焊接的地方直接引弧。
2)正面焊工添加焊絲,反面不添加,焊縫正反面一次成形;
3)要求兩面焊工的操作要保持同步,焊接參數應該一致。
4)焊接過程中如果發生鎢極觸及焊絲或熔池金屬時,應立即停止焊接,待觸鎢部分金屬去除后 ,重新焊接。
由于焊縫熔池兩面始終處于氬氣保護之中,避免氣孔的產生,同時具有正反面焊縫成形好看,焊接效率高等優點。
4.焊后檢驗
對焊后的焊縫進行外觀檢查,應該無裂紋、未熔合、氣孔、焊瘤、等缺陷,然后進行100%的射線探傷,應達到Ⅱ級標準。

 當前位置:
當前位置: